新聞資訊
新聞資訊
- 強制性國標《住宅項目規范》與《住宅設計規范》的對比及變化
- 倉庫高頂煙感探測器測試快速便捷方案探討
- 預作用閥組模塊安裝問題:挑戰、應對與優化
- 商場、市場消防安全風險檢查92個關鍵點
- 一般的消防設備有哪些?哪里能看到這些設備?
- 消防水幕噴頭阻斷輻射熱檢測設備:技術挑戰與應用前景
- 防火卷簾控制柜消防施工標準探討
- 消防設備檢測工作對安全有什么要求?
- 如何進入消防檢測行業?:職業發展路徑與行業洞察
- 《消防應急照明和疏散指示系統技術標準》GB51309-2018
聯系我們
廠家:智淼消防檢測設備廠家
手機:18910580194,15262554119
電話:4006-598-119
郵箱:18751140119@163.com
地址:江蘇省蘇州市常熟市黃河路275號城市之星119室
行業動態
測量系統分析及其在發動機生產中的應用
- 作者:消防檢測設備
- 發布時間:2020-08-20 15:19:23
- 來源:http://www.czhuaxialy.com/
- 點擊:1079
測量系統分析及其在發動機生產中的應用
摘要:汽車產品的質量通過測量來保證,測量的有效性通過數據來實現,測量系統分析可以用來保證測量數據的真實性、有效性,從而實現汽車產品質量管理的成功。學習了測量系統分析有關的理論知識,了解了有關測量系統分析有關的實踐方法,并對生產線上的測量設備進行了學習和操作,實際動手操作設備并進行了測量系統的完整分析。通過學習測量系統分析的有關理論知識,了解了測量系統有計量型測量系統、計數型測量系統、破壞型測量系統,同時對于統計學知識也有了一定的認識;通過了解測量系統分析有關的實踐方法,掌握了測量系統分析的數據分析法和基于Minitab的圖像分析法;通過對生產線上的設備的測量系統分析,能夠對測量系統進行完整的分析,同時對于不合適的測量系統,通過與相關部門的溝通,采取了相應的措施,從而保證了測量系統的有效性,提高了產品質量測量數據的準確性,從而能很好的控制生產質量。
關鍵詞:質量;測量系統分析;Minitab;計量;
Analysis of Measurement System and Its Application in Engine Production
HUANG Shuo
(Dongfeng Comuercial Vehicle Co.,Ltd.,Shiyan hubei,442001)
Abstract:By measuring the quality of automotive products to ensure, by means of measuring the effectiveness of the data to achieve, measurement system analysis of measurement data can be used to ensure the authenticity, validity, in order to achieve the success of automotive product quality management. Learning the measurement system analysis relevant theoretical knowledge, learned about the practice of measurement systems analysis methods, and production line equipment for the measurement of learning and operation, the actual hands-on equipment and carried out a complete analysis of the measurement system. Through the study of the theory of measurement systems analysis knowledge and understanding of the measurement system has metrological measurement system, counting type measuring systems with destructive measurement system, while there is a degree of knowledge for statistical knowledge; By understanding the measurement system analysis related practices , control of the measuring system and the analysis of the data analysis method based on image analysis Minitab; through the production line equipment measurement system analysis, the measurement system can be a complete analysis, while for inappropriate measurement system with the relevant departments communication, to take the appropriate measures to ensure the effectiveness of the measurement system, improve product quality measurement accuracy of the data, which can be well controlled production quality.
Keywords: quality; measurement system analysis; Minitab;measuring;
1測量系統理論基礎
1.1測量系統概念和分類
測量系統是指對測量單元進行量化或對被測特性進行評估時,所使用的儀器或量具、標準裝置、操作、方法、工裝夾具、測試軟件、人員、環境等因素的集合,也就是用來獲得測量結果的整個過程。
測量系統分析是用來評估測量系統質量的。如圖1所示。
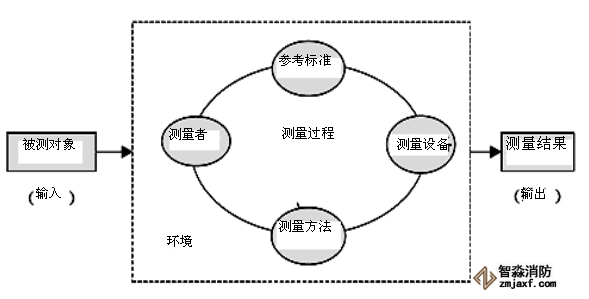
圖1 測量系統圖
理想的測量系統應該只存在測量對象本身的差異,而測量儀器、測量人員及重復測量所帶來的誤差均為零,即不存在測量誤差,這時的測量值完全代表真值,這是我們最希望的。但實際上這種情況并不存在,任何一個測量過程中都存在輸入、過程變量、輸出。在這一過程中,輸入為被測對象,過程變量有參考標準裝置、測量者、測量方法和測量設備、環境等。這些變量對測量結果產生綜合的影響,累計形成了測量誤差。測量數據的誤差是由被測量對象的實際誤差和測量系統誤差兩部分組成。在測量系統分析中,通常主要對測量人員、測量對象和交互作用誤差進行數據分析和判別。
測量系統分析可分為三類:計量型測量系統、計數型測量系統、破壞型測量系統。
1.2測量系統相關術語
測量:定義為賦值(或數)給具體事物以表示它們之間關于特定性的關系。賦值過程定義為測量過程,而賦予的值定義為測量值。
量具:任何用來獲得測量結果的裝置,經常用來特指用在車間的裝置;包括通過/不通過裝置。
測量系統:是用來對被測特性定量測量或定性評價的儀器或量具、標準、操作、方法、夾具、軟件、人員、環境和假設的集合;用來獲得測量結果的整個過程。
變差:是過程的單獨輸出之間的必然差別。
標準差:是過程輸出分布的測量或是來自于過程的抽樣統計分布(如:子組均值),由![]() 表示,或字母
表示,或字母![]() (對樣本標準差)。
(對樣本標準差)。
測量系統誤差:是由量具的偏移,重復性,再現性,穩定性和線性組合而成的變差。
測量數據的質量:取決于從處于穩定條件下進行操作的測量系統中,多次測量的統計特性。
準確度:量測實際值與工件真值間的差異,是指數據相對基準值的位置。
精密度:利用同一量具,重復量測相同工件同一質量特性,所得數據之變異性,是指數據的分布。
2測量系統分析結論對產品和過程決策的影響
2.1對產品決策的影響
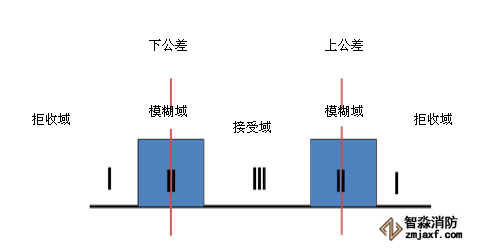
圖2 產品決策影響圖
根據測量系統分析的結果,與產品的規格界限進行比較,從而對產品的可接受性判定,由于在測量系統分析時,測量數據覆蓋了產品的規格界限,這時測量系統分析對產品決策可能產生錯誤的決策結論,其錯誤如下:Ⅰ型錯誤:生產者風險誤發警報,好零件有時會被判為壞的;Ⅱ型錯誤:消費者風險或漏發警報,壞零件有時會被判為好的。由于測量系統產生的誤差,將產品可劃分為3個區域,如圖3-1,即接收域、拒收域、模糊域,為了提高產品接受決策的準確性,從以下兩個方面對系統作出改進:1改進生產區域:減少過程變差,沒有零件產生在2區;2改進測量系統:減少測量系統誤差從而減小2區域的面積。
2.2對過程決策的影響
①普通原因報告為特殊原因
②特殊原因報告為普通原因
測量系統變異性可能影響過程的穩定性、目標以及變差的決定
3曲軸測量機測量系統分析(GRR法)
本文針對東風商用車發動機生產線上的檢測設備進行了測量系統分析,對曲軸OP30序的檢測設備進行了測量系統分析。
曲軸承受連桿傳來的力,并由此造成繞其本身軸線的力矩,并對外輸出轉矩。曲軸對于發動機性能的好壞有很大影響,對曲軸測量機進行測量系統分析,以保證曲軸的生產質量。
現場檢測設備要求:曲軸OP30序,檢具號為G05 8142 200,校準件號為G05 8142 243,測量器號為G05 8142 220,檢定曲軸小頭軸向長度,要求校準件的檢定值為64.2482mm。
<1>偏倚分析
偏倚指的是同一特性的測量值的平均值與真值的差,其分析過程如下:
①取得樣本得到真值;選取一根曲軸,并且建立可追溯到一相關標準的參考值,查得的基準值為67.2482mm,測量值在67.239-67.257mm之間,公差為0.018mm。
②在測量機上測量曲軸樣本10次,結果如下表:
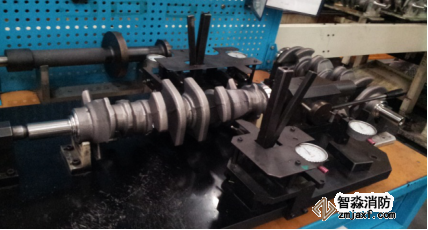
圖3 測量示意圖
表1 偏倚性分析數據表
|
序號 |
1 |
2 |
3 |
4 |
5 |
|
測量值 |
67.2485 |
67.2491 |
67.2488 |
67.2485 |
67.2483 |
|
偏倚 |
0.0003 |
0.0009 |
0.0006 |
0.0003 |
0.0001 |
|
序號 |
6 |
7 |
8 |
9 |
10 |
|
測量值 |
67.2479 |
67.2480 |
67.2485 |
67.2480 |
67.2500 |
|
偏倚 |
-0.0003 |
-0.0002 |
0.0003 |
-0.0002 |
0.0018 |
表2 偏倚Minitab分析表
|
變量 |
N |
平均值 |
標準差 |
平均值標準誤差 |
95%置信區間 |
T |
P |
|
偏倚 |
10 |
0.000460 |
0.000662 |
0.000209 |
(-0.000014,0.000934) |
2.20 |
0.056 |
偏倚滿足上述評判準則,所以測量系統的偏倚特性是滿足要求的。
<2>線性分析
設備在預期操作內,偏倚的變差稱為線性。線性反映了在被測特征公差范圍內的多個偏倚的相互關系。
采取線性的間接表述及其評定方法,其分析過程如下:
連續測量零件50次,測量數據見下表:
用Minitab畫出均值控制圖和極差控制圖:
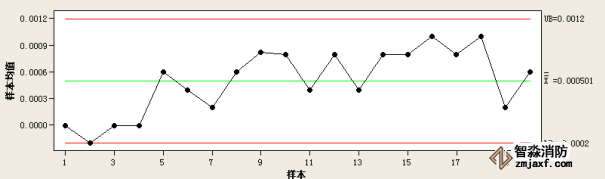
圖4 均值控制圖
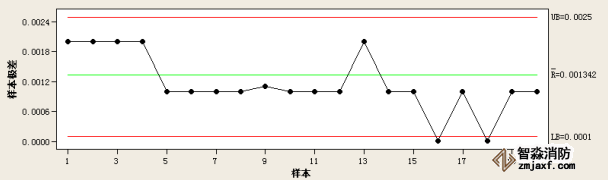
圖5 極差控制圖
<3>穩定性分析
穩定性指偏倚隨時間變化的程度,不涉及精測基準值。仍以上述曲軸為例,在測量機上測量第四主軸頸的軸向位置,長度尺寸為159.28mm。其分析過程如下:
40天每隔兩天連續測量五次,記錄數據,算出5個測量值的均值X5和極差R5,然后再計算出20個R5的平均值R和20個X5的平均值X。
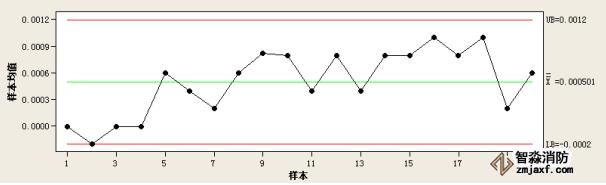
圖6 均值控制圖
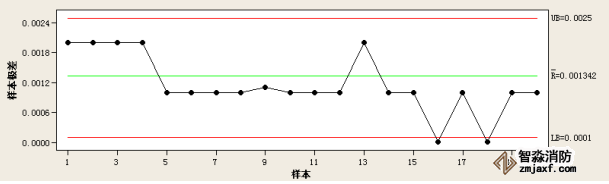
圖7 極差控制圖
測量系統穩定性的判定
判定準則:不能有點超出上、下控制限;不能有連續9點(或更多)落在控制中心線的同一側;不能有連續6點(或更多)持續上升或下降;不能有連續14點交互升降。
在上6、7圖中可看出,控制圖中的曲線在控制范圍內,依據控制圖判斷準則所評測量機的測量是穩定的。
4總結
本文首先介紹了測量系統分析的理論知識,介紹了測量系統的概念和分類,講解了測量系統的相關術語,簡述了測量系統的變差類型。
其次介紹了計量型測量系統分析的三種評定方法,掌握了美國的GRR法、德國的Cg和Cgk法和法國的CMC法這三種數據分析方法的具體評定過程以及其評定指標;對比了三種方法的區別及其適用場合;介紹了計數型測量系統分析的評定方法和步驟;對破壞型測量系統分析的評定過程及其評價指標也進行了一定程度的了解。
然后分別用GRR法對曲軸測量機測量系統進行了線性、穩定性、偏倚、重復性、再現性這五大性質的分析,用CMC法對曲軸測量機測量系統進行了分析,用CMC法對氣密性測量機測量系統進行了簡化分析,從這三種方法的評定過程,可以對比出其評定的簡單和容易程度。通過對計數型測量系統分析,應用風險分析法中的假設檢驗分析法,結合實際生產檢驗中用到的通止規進行了具體的分析,利用Kappa值,評判其一致性。已有的認識和應用實踐表明,測量系統分析可以保證測量的有效性,保證了產品質量測量數據的準確性,從而能很好的控制生產質量。通過對測量系統的變差源的分析,實現對測量系統的持續改進,進而提高工廠的質量管理能力。三類測量系統分析的不同方法,并結合工廠的實際應用,將理論和工廠實際生產相結合,就工廠的實際問題展開了對應的分析,進行了判斷,確保測量過程的有效性。
參考文獻
[1] 葉宗茂.淺談我國汽車行業檢測水平狀況[J].神龍汽車有限公司,2002.
[2] 葉宗茂.我國汽車零部件專用檢測設備發展狀況[J].神龍汽車有限公司,2002.
[3] 蔣娟娟.淺談如何更準確有效地對測量系統進行分析[J].湖南天雁機械有限責任公司,2007.
[4] 董雙財.測量系統分析-理論、方法和應用[M].北京:中國計量出版社出版,2006.
[5] 何楨,生靜,施亮星.測量系統的R&R分析在企業質量改進中的應用[J].天津:天津大學管理學院,2003.
黃碩(1989—),男,研究生學歷,雙碩士學位,工程師。研究方向為商用車整車技術。
標簽:



















 蘇公網安備32058102002149號
蘇公網安備32058102002149號

 客服QQ
客服QQ